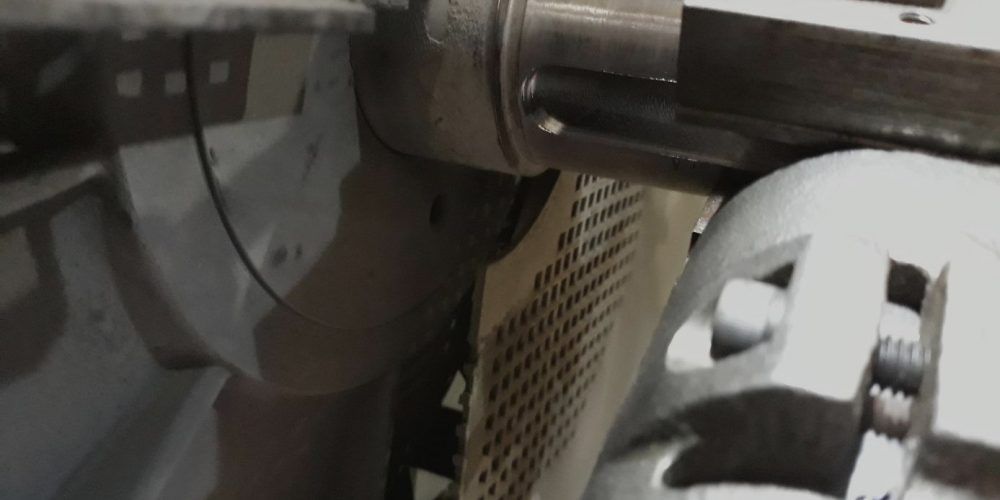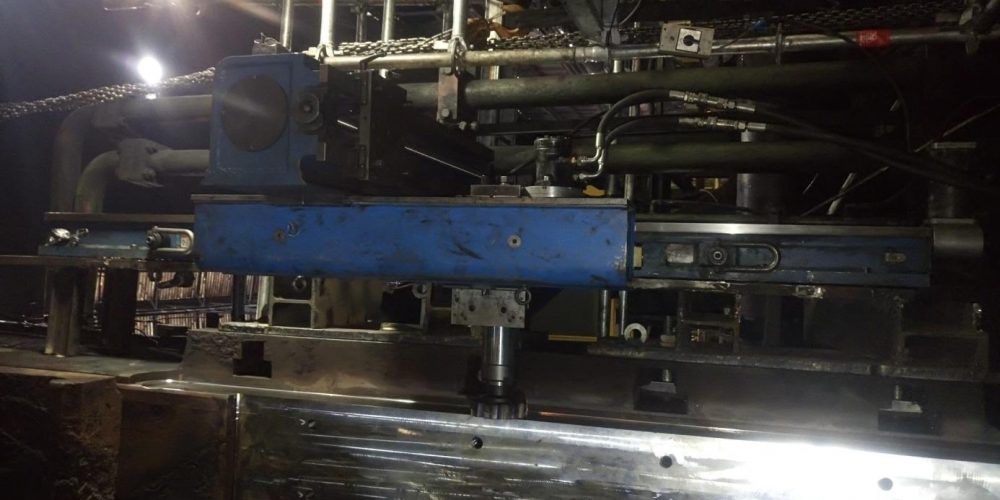

Na początku lipca w jednej z największych elektrowni cieplnych w Polsce wykonaliśmy znaczną modyfikację przelotni turbiny kondensacyjnej 16K260 (rury łączącej części średnio – i niskoprężną turbiny). Celem modernizacji było zamontowanie systemu do regulowanego poboru pary na cele ciepłownicze. Dodatkowe elementy, które trzeba było dodać do zabudowy, to trójnik oraz klapa z napędem. Przeróbka wraz z dodatkową armaturą umożliwi w przyszłości pobór ciepła na cele grzewcze z istniejącego bloku kondensacyjnego. Wykonanie modernizacji musiało zapewnić m.in. zachowanie wzajemnego położenia kołnierzy (równoległość i odległość płaszczyzn, kąt obrotu) po stronie SP i NP. Ze względu na gabaryty i tolerancje było to prawdziwym wyzwaniem dla naszej firmy. W konsekwencji przelotnia musiała zostać przecięta w kilku miejscach i spawana w nowej konfiguracji z dodatkowymi elementami. Dzięki znakomitej pracy naszych inżynierów zadanie zostało […]