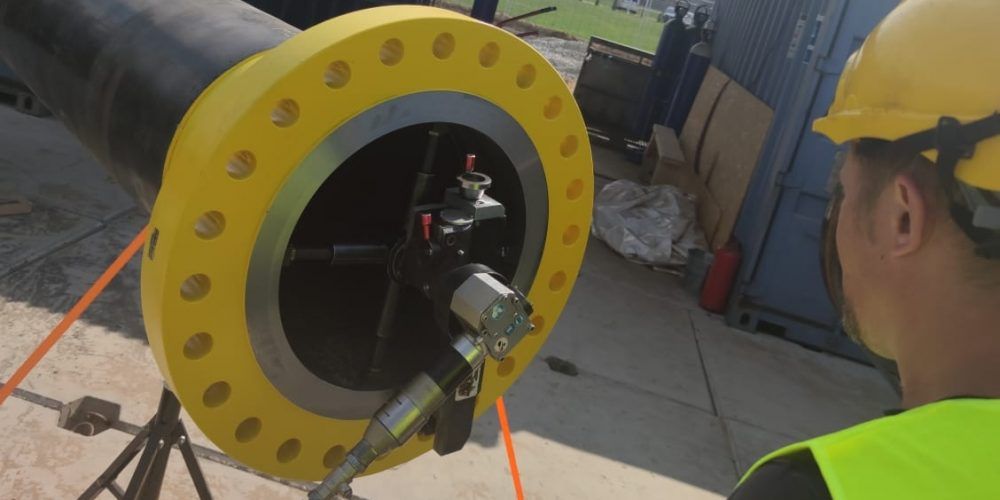


A Rotary Air Preheater is a rotary heat exchanger in which heat exchange takes place thanks to the heat capacity of slowly rotating elements – sheets placed on the rotor. These elements take over the heat from the flue gases from the boiler (they heat up) and transfer it to the air sucked in from the environment, next directed further to the boiler burners. Thanks to the use of OPP, the efficiency of the installation is significantly improved by recovering a large part of the heat from the flue gases. OPP is used in virtually all solid (coal) fuel boilers. Our scope included machining work in four holes: rounding/turning of the hole to size Ø615H7, facing from approx. Ø120 mm to Ø 615 mm with allowance 50 mm (very large allowance!), production and assembly of centering sleeves, drilling and threading holes in the heater body and covers.