
Zasadnicze aspekty toczenia powierzchni walcowych bębnów, wałów i czopów to:
- szeroki zakres wymiarów tocznego elementu (średnice od kilkudziesięciu milimetrów do ponad metrowych, długość toczenia – wąski pasek lub kilkaset milimetrów);
- często ograniczenie miejsca instalacji obrabiarki wynikające z zabudowy urządzenia;
- wysokie wymagania dot. jakości powierzchni i odchyłek kształtu;
- niejednorodna twardość powierzchni w obszarze obróbki (zjawisko to występuje często na remontowanych czopach łożyskowych).
Najczęściej zadanie toczenia wymaga adaptacji standardowej maszyny lub zaprojektowania dedykowanego rozwiązania.
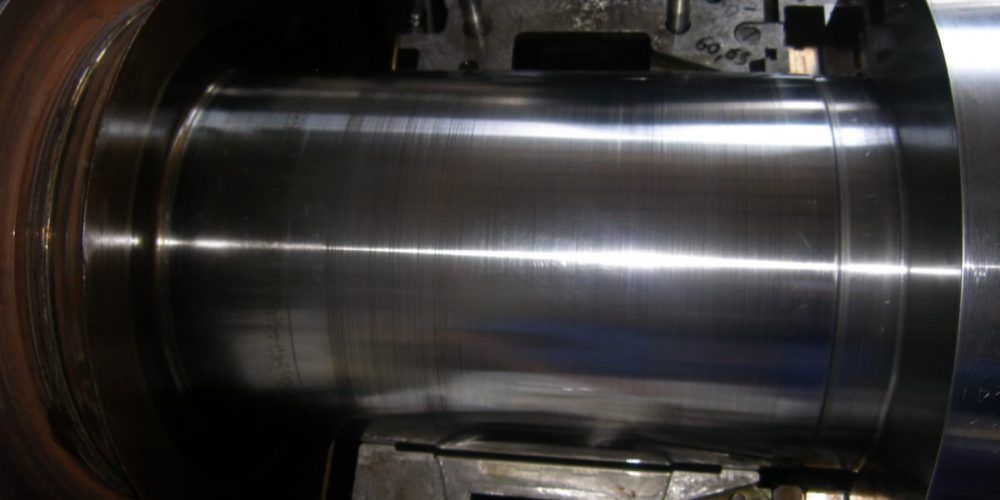
Przypadek 1: duża średnica, dostęp od czoła.

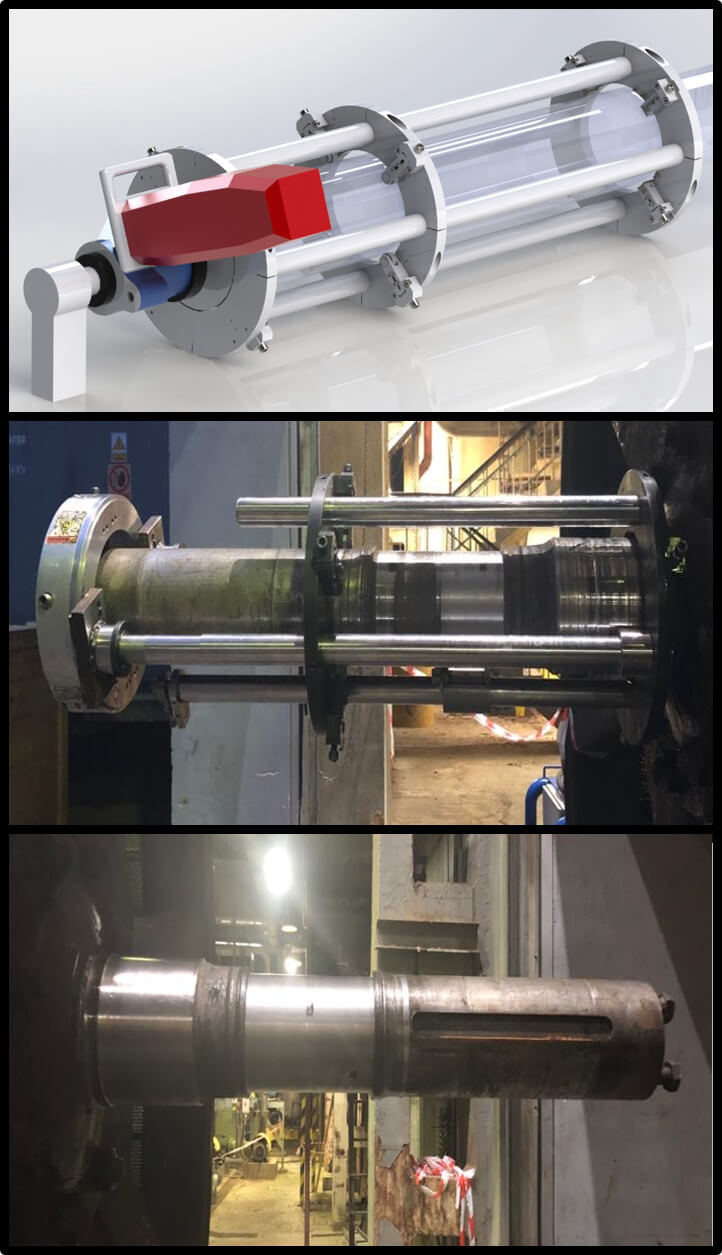
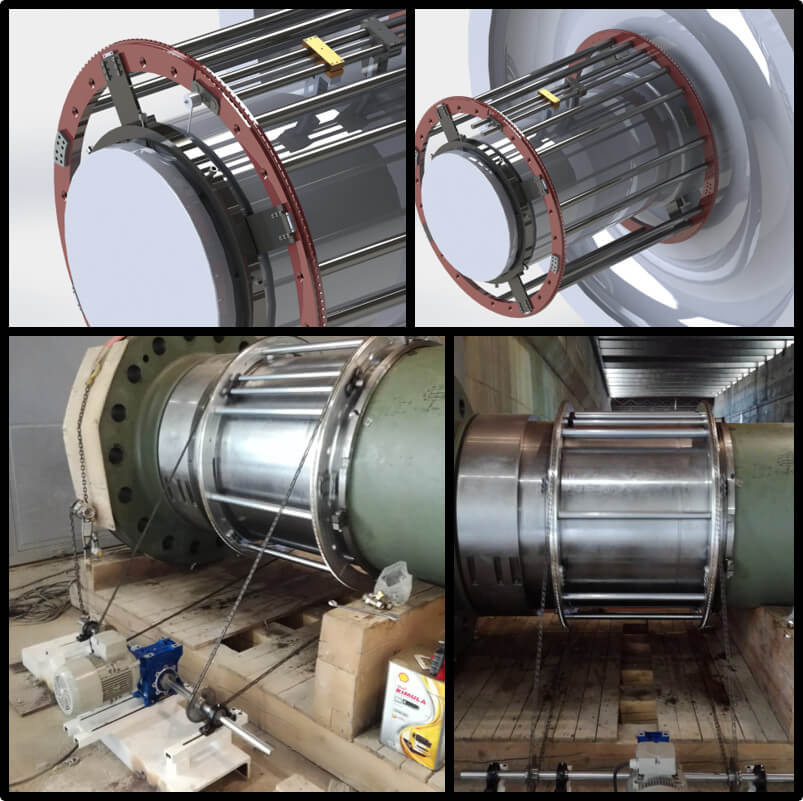
Przypadek 2: duża długość toczenia, wał stopniowany, wysokie wymagania dot. współosiowości toczonych powierzchni.
Do tego celu została zaprojektowana specjalna obrabiarka, dająca możliwość toczenia na dużej długości z uwzględnieniem zmiany średnicy toczenia przy zachowaniu pierwotnej osi.
Na zdjęciach kolejno: projekt obrabiarki na potrzeby symulacji, obrabiarka w trakcie obróbki, wał gotowy.
Przypadek 3: duża średnica.
Tym razem wał turbiny wodnej o średnicy 1150 mm, długość obróbki 815 mm. Skonstruowano zatem obrabiarkę odpowiednich gabarytów, o sztywności pozwalającej uzyskać bardzo niską chropowatość na poziomie Ra 0,3.
Przypadek 4: toczenie wału w niszy.
W tym wypadku kluczowym ograniczeniem był brak bezpośredniego dostępu do miejsca obróbki.
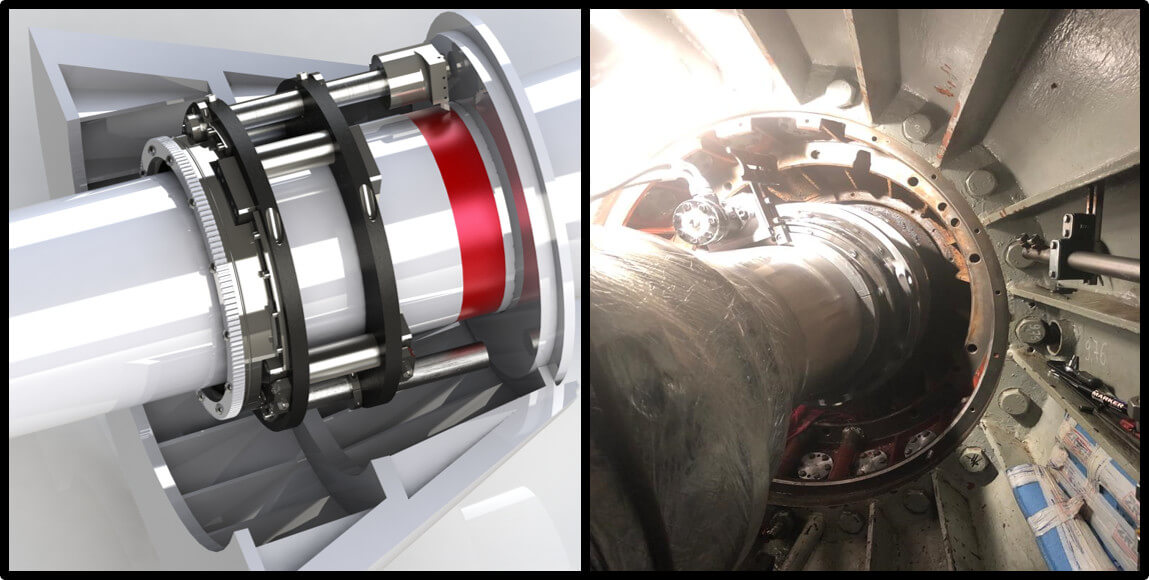
Krótki film z tego zadania: