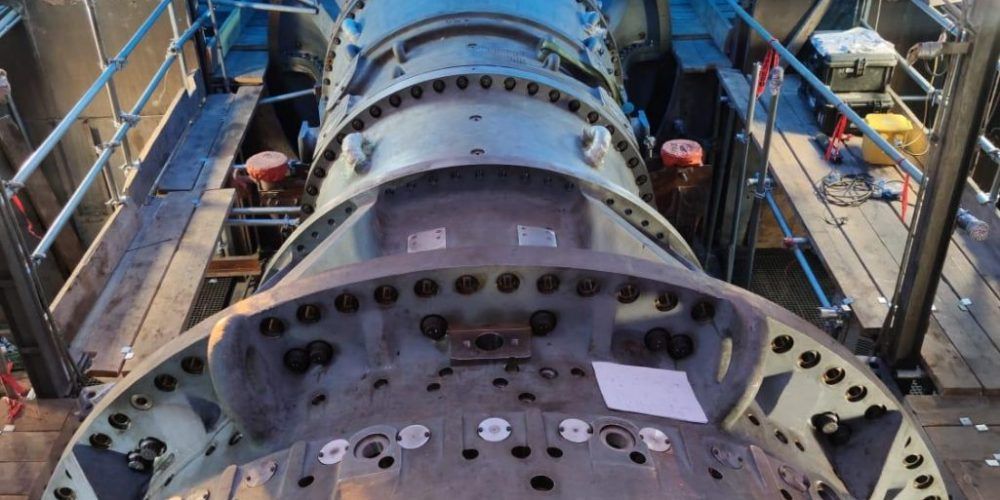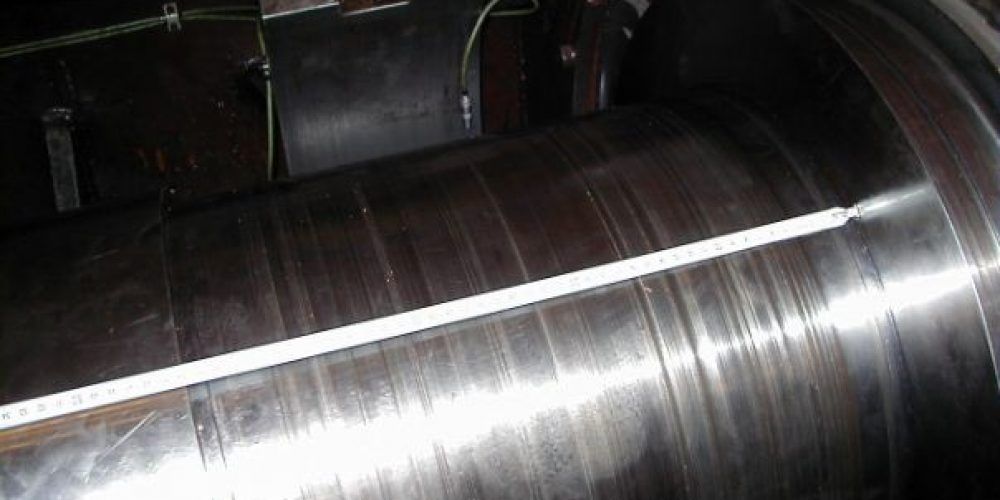

Zakończyliśmy pracę przy modernizacji turbiny gazowej, gdzie naszym zadaniem były m.in. bardzo trudne wiercenia pod elementu ustalające kadłubów. Problemem, z którym musieliśmy się zmierzyć to trudna pozycja wiercenia – na krawędzi pomiędzy dwoma różnymi materiałami, z uskokiem lub wiercenie do połówki starego otworu. Ponieważ otwory były rozmieszczone na obwodzie, część z nich była również wiercona w pozycji pułapowej. Schemat wiercenia i przykładowy wygląd otworu przed wierceniem Wiercenie w pozycji pułapowej Gotowy otwór oraz otwór zakołkowany. Punktowanie pod nowy otwór