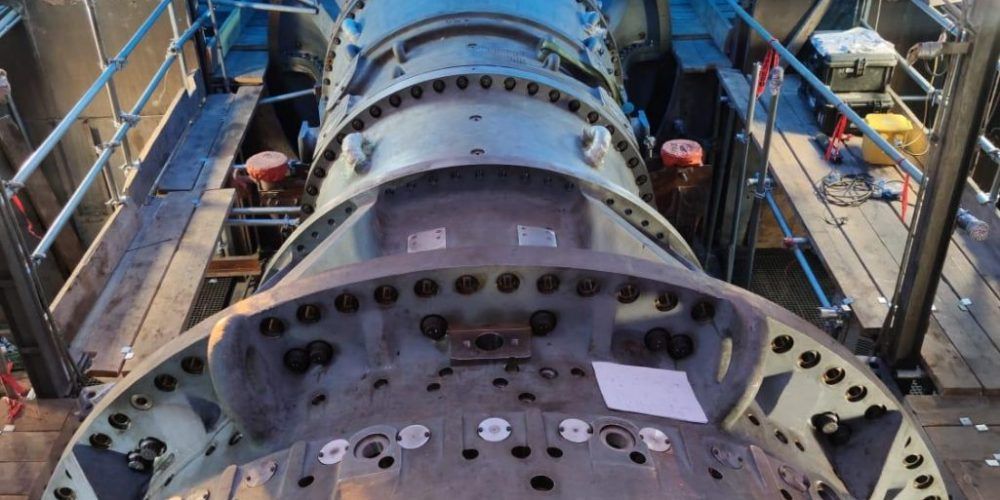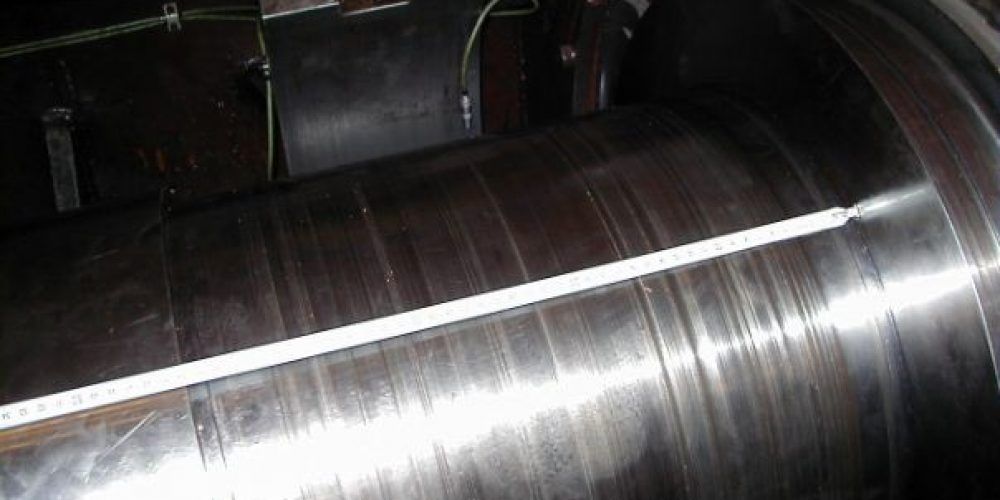

Bardzo ważnym i odpowiedzialnym, ze względu na ekstremalne warunki pracy (nawet 540°C, 20-30 MPa), elementem układu zasalania parą, w turbinie parowej, są przepusty teleskopowe. Uszczelnienie składa się zwykle z zestawu uszczelek wielokrawędziowych uszczelniających współosiowe fragmenty rurociągu dolotowego. Powodem stosowania takiego rozwiązania jest przede wszystkim możliwość montażu kadłuba wewnętrznego w zewnętrznym, a także kompensacja rozszerzalności termicznej elementów. Tym razem zadanie polegało na wytoczeniu mocno wyeksploatowanych tulei na nowe średnice.O ile stacjonarna obróbka takiego elementu jest banalna, to zachowanie wymogów konstrukcyjnych obróbki w wersji mobilnej, łącznie z wzajemnym położeniem osi dwóch tulei, nie należy do najłatwiejszych zadań. Rys. Stan przed obróbką. Wyraźne wypłukania (głębokość ok. 0,5-0,7 mm), odpowiadające położeniu uszczelek wielokrawędziowych. Rys. Jedna z tulei po obróbce.