

Those who had to deal with cutting pipelines, e.g. in industrial installations, need not be explained that this is a troublesome and expensive operation. Especially if we are dealing with a thick-walled pipe or when access is difficult.
Further problems of classic pipe cutting are:
- the need for two cuts to compensate for the loss of length using the insert;
- keeping the cut perpendicular to the pipe axis; for large diameters even a small deviation is not allowed;
- potencjalna deformacja (owalizacja) rur cienkościennych, szczególnie dla dużych średnic;
- potential deformation (ovalization) of thin-walled pipes, especially frequent with large diameters.-the need to purchase an insert, which in the case of thick-walled pipes made of special alloy steel can significantly affect the downtime;
- significant cost of the insert;
- the need to chamfer four edges;two on the cut pipeline and two on the inset;
- the need to make two welds -time, costs and a problem with the location of new weldsin relation to other welds on the pipeline(maintaining a minimum distance-minimum sizes are usually defined by industry standards);
- introducing large amounts of heat, which may not be advisable in many cases.
Most of these problems can be avoided by using lossless cutting with simultaneous chamfering by machining.
The term “lossless” refers to the minimum length loss that would still be required for welding (“gap”).
The cut / chamfer shape itself can be practically any, but three types of one-sided beveling are standard: V, Y and U, as well as beveling for narrow-gap joints. Ultimately, the shape of the bevel is decided by the welder, so it’s good if the welding documentation was prepared before cutting (in terms of bevel dimensions).
The wall thickness of the pipe is practically not important. Despite the limited stroke of the tool post, it is possible to move the knife attachment point, which theoretically allows even cutting of full bars.
The shape of the bevel is obtained by setting the knife in the cutter tool post or by using dedicated shape tools.
Typical shapes of beveled edges airshow in the sketch below (note: the drawing is for illustration only and does not reflect the proportion of real cases):
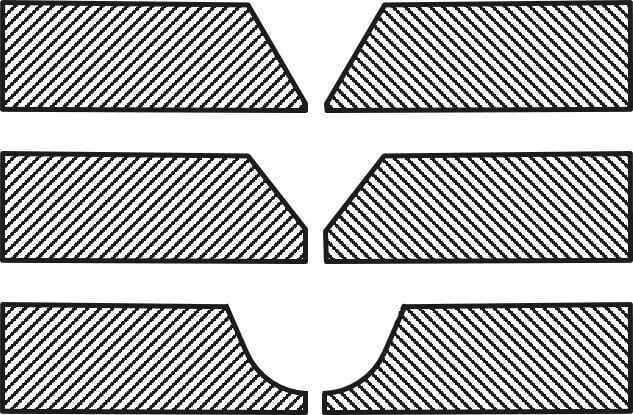
Typical bevel shapes for welding pipe edges.
We currently have hydraulic cutters covering the full range of diameters -from 92.2 mm to 1240 mm. More about device sand cutting technology in the film:

A set of cutters covering the full range of diameters.
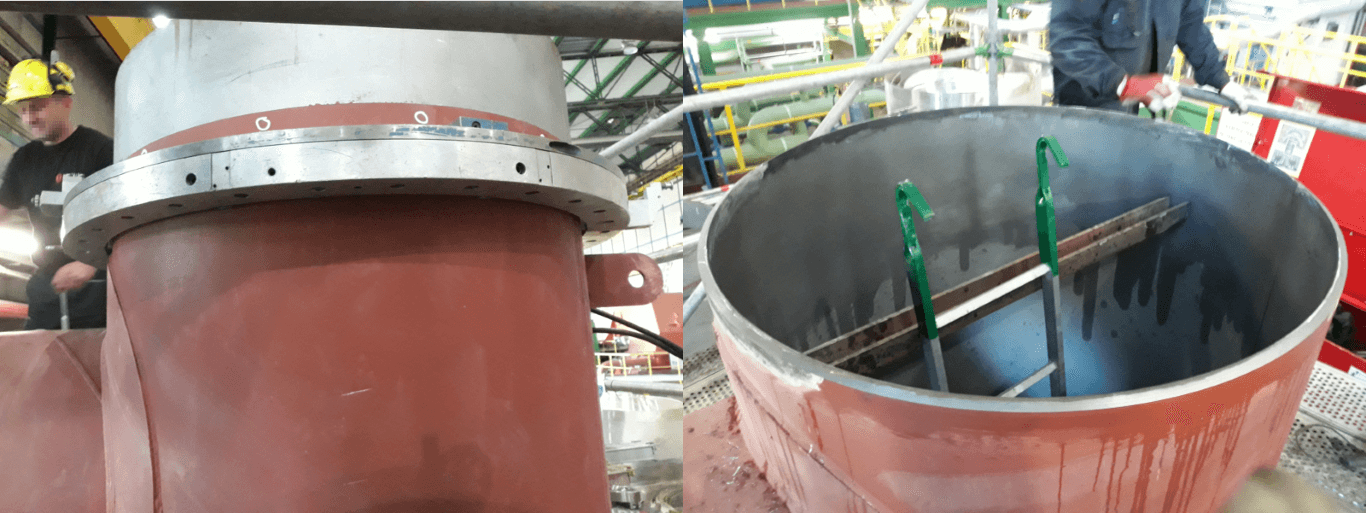
Adjustment of the connector length after fitting on the object. The necessity of dismantling and transporting elements from the object to the workshop was avoided.

Application of the cutter in the factory. One avoids using a large stationary machine tool and all related activities.

Cutting off the elbowing a horizontal section of a large diameter pipeline.

Other application: turning the outer diameter of the culvert.

The edge is ready for welding.