
The main aspects of turning surfaces of cylindrical drums, shafts and journals are:
- a wide range of rolling element dimensions (diameters from several dozen millimetres to over one-meter, turning length – narrow strip or several hundred millimetres);
- often limitation of the machine installation location resulting from the design of the device;
- high requirements for surface quality and shape deviations;
- heterogeneous surface hardness in the machining area (this phenomenon often occurs on renovated bearing journals).
Most often, the turning task requires the adaptation of a standard machine or the design of a dedicated solution.
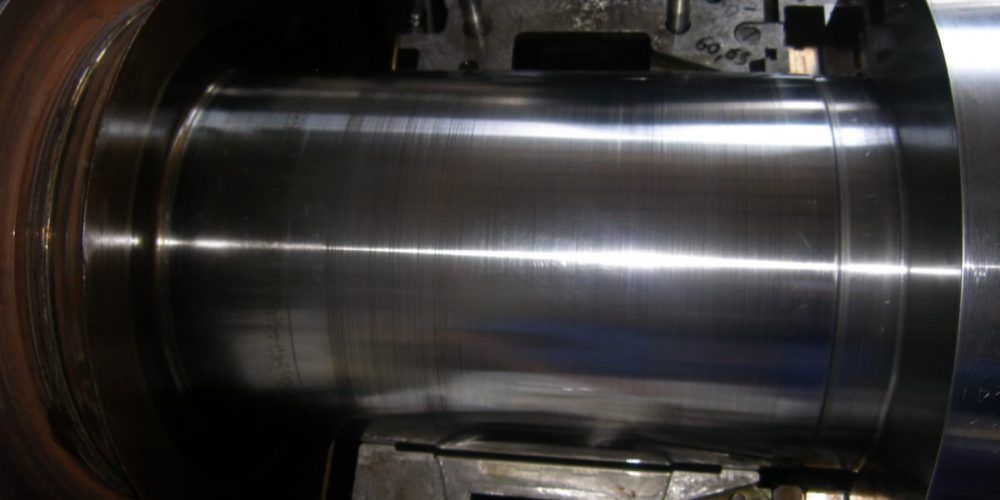
Case 1: large diameter, forehead access.

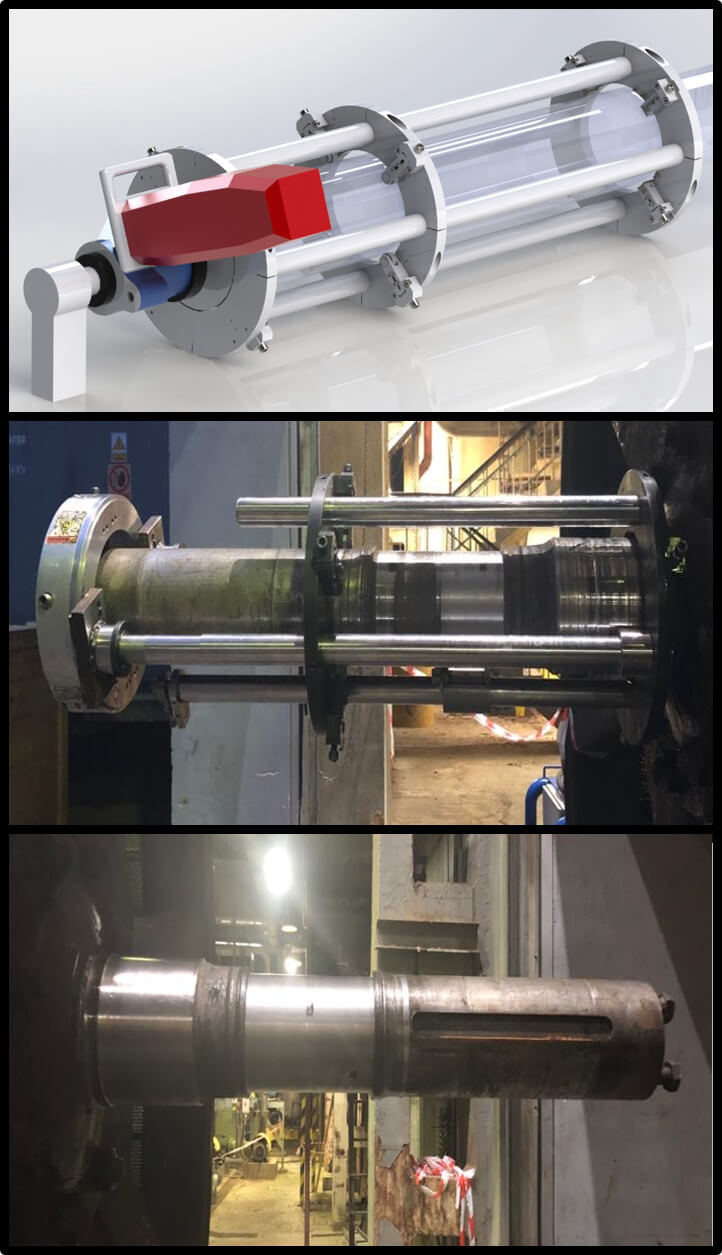
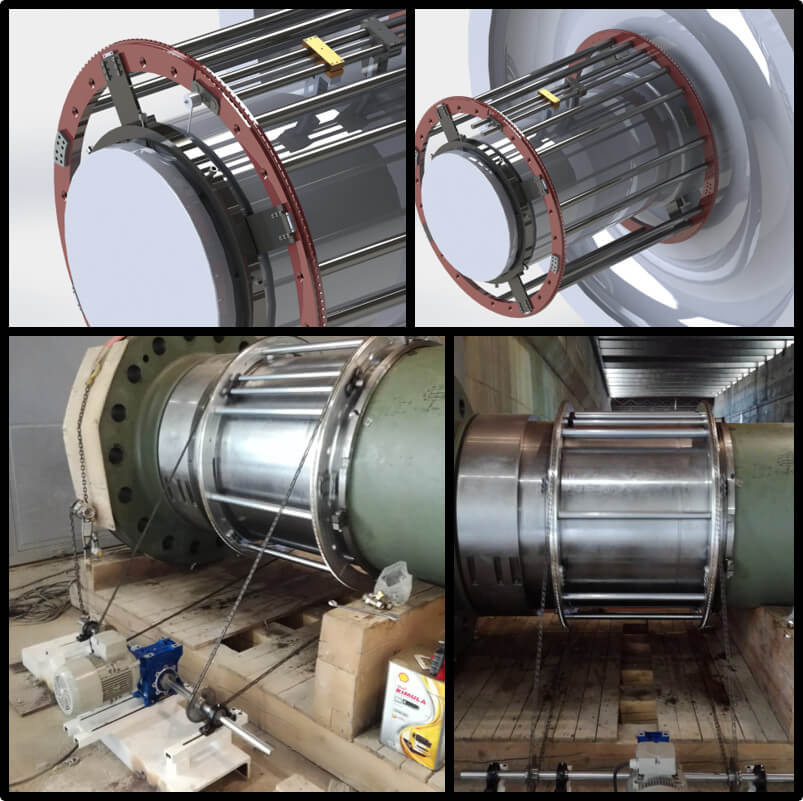
Case 2: large turning length, stepped shaft, high demands on the concentricity of the turned surfaces.
A special machine tool has been designed for this purpose, giving the possibility of turning over a large length, taking into account the change in turning diameter while maintaining the original axis.
The pictures shows: machine tool design for simulation, machining being processed, shaft finished.
Case 3: large diameter.
This time, a water turbine shaft with a diameter of 1150 mm, processing length 815 mm. Therefore, a machine tool of appropriate dimensions was designed with a stiffness that allows obtaining very low roughness at the level of Ra 0.3.
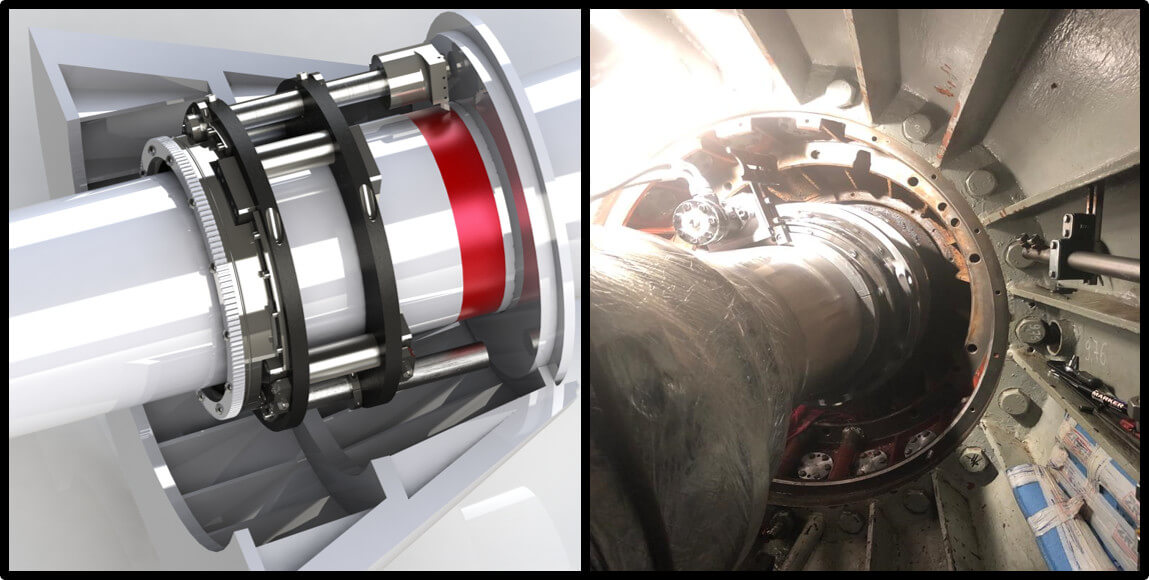
Case 4: shaft turning in a niche.
In this case, the key limitation was the lack of direct access to the processing site.
A short video of this task: