
Honowanie
Usuwanie niewielkich naddatków do 0,1mm w konsekwencji pozwalające na likwidację błędów kształtu otworów i zapewniające stworzenie warstwy wierzchniej bardzo dobrej jakości – tak można określić honowanie. To metoda nazywana inaczej szlifowaniem krzyżowym, doskonała w sytuacjach, kiedy konieczne jest zebranie małych wartości, a wymagane tolerancje bardzo wąskie.
Wykonywanie honowania za pomocą w pełni mobilnych maszyn pozwala na pracę w każdych warunkach niezależnie od dostępności miejsca obróbki czy rozmiarów części poddanej procesowi honowania. Tego rodzaju kształtowanie powierzchni jest zazwyczaj ostatnim etapem, który pozwala na osiągnięcie najdelikatniejszej struktury powierzchni posiadającej odpowiednie parametry chropowatości.
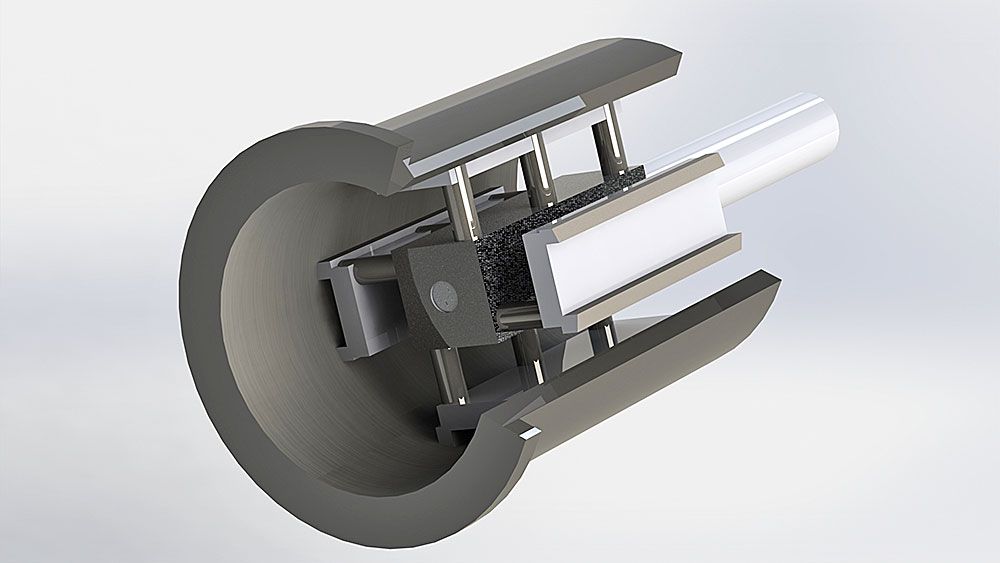
Najczęściej honowanie dotyczy otworów i cylindrów, kiedy istotne jest uformowanie powierzchni zgodnie z wyznaczonymi parametrami. Cylindry to elementy maszyn przemysłu hutniczego i odlewniczego, wszelkiego rodzaju pras hydraulicznych i wtryskarek. Nawet duże średnice wymagających interwencji elementów nie stanowią przeszkody dla technologii opracowanej przez zespół naszych technologów i inżynierów. Pomaga ona osiągnąć prawidłowe właściwości struktury powierzchni, kiedy samo wytaczanie jest niewystarczające. Na tym etapie nie dokonuje się już zmiana geometrii, a jedynie dopracowana jest sama najbardziej zewnętrzna warstwa powierzchni. Ponieważ nasza firma posiada całkowicie mobilny, w pełni wyposażony park maszynowy, kompleksowość realizowanych projektów jest wpisana w charakterystykę naszych działań.

