

Elektrownia Bujagali to elektrownia wodna na Nilu Wiktorii (Victoria Nile), miejsce uznawane za początek wielkiej rzeki Nil – w pobliżu przepięknych Wodospadów Bujagali w Ugandzie. Budowa rozpoczęła się w 2007 roku i zakończyła w 2012 roku.

Moc elektrowni wynosi 250 megawatów. Elektrownia Bujagali była największym źródłem energii w Ugandzie w momencie jej uruchomienia.

Koncern GE dostarczył wszystkie urządzenia elektromechaniczne – w tym pięć bloków turbinowo-generatorowych Kaplana o mocy 50 MW każdy, systemy sterowania i zabezpieczeń oraz pozostałe urządzenia elektrownii.
Turbiny Kaplana firmy GE charakteryzują się regulowanymi łopatami wirnika i nastawnymi łopatami kierowniczymi, które umożliwiają im efektywne dostarczanie mocy w szerokim zakresie przepływów, tam gdzie przepływy rzek różnią się znacznie w zależności od pory roku.
Więcej o urządzeniach elektrowni:
Bujagali – Flawless project execution | GE Renewable Energy
About the Bujagali hydropower project – AKDN
Tym razem, na zaproszenie GE, wykonaliśmy dwa zadania:
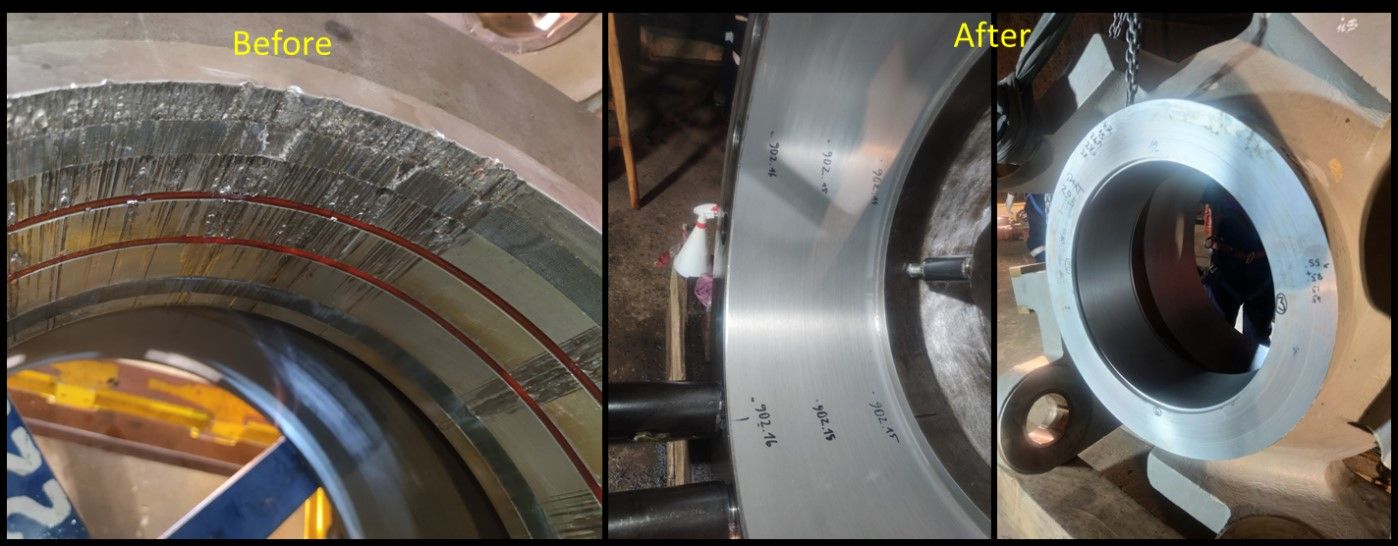
- obóbka czopa Ø500 w piaście turniny Kaplana mająca na ceu usunięcie zatarć. Ubytki były naprawiane spawaniem, po czym ponownie obrabialiśmy miejśca napawania.
- złożona obróbka korpusu serwomotora (urządzenia, które odpowiada za położenie łopat turbiny Kaplana): powierzcznie cylindryzne Ø 560, Ø900, powierzchnie czołowe, a przede wsszystkim wytoczenie osadzoenj wciskowo tulei na średnicy Ø560.
Zadanie byłoby prawie standardowe, gdyby nie fakt, że obrobka odbywała się w betonowym kanale przpływowym, 15 metrów pod powierzchnią, a jedyne wejście było tak ciasne, że agregat olejowy musiał zostać na powierzchni. Również obrabiarki musiały zostać dostosowane do przenosin przez ciasny kanał komunikacyjny.

Obróbka była poprzedzona demontażem urządzenia; niestety musieliśmy też usunąć zablokowane śruby.

Potem, po odsłonięciu miejsca obróbki, zainstalowaliśmy obrabiarkę własnej konstrukcji OTM (Orbital Turning Machine).
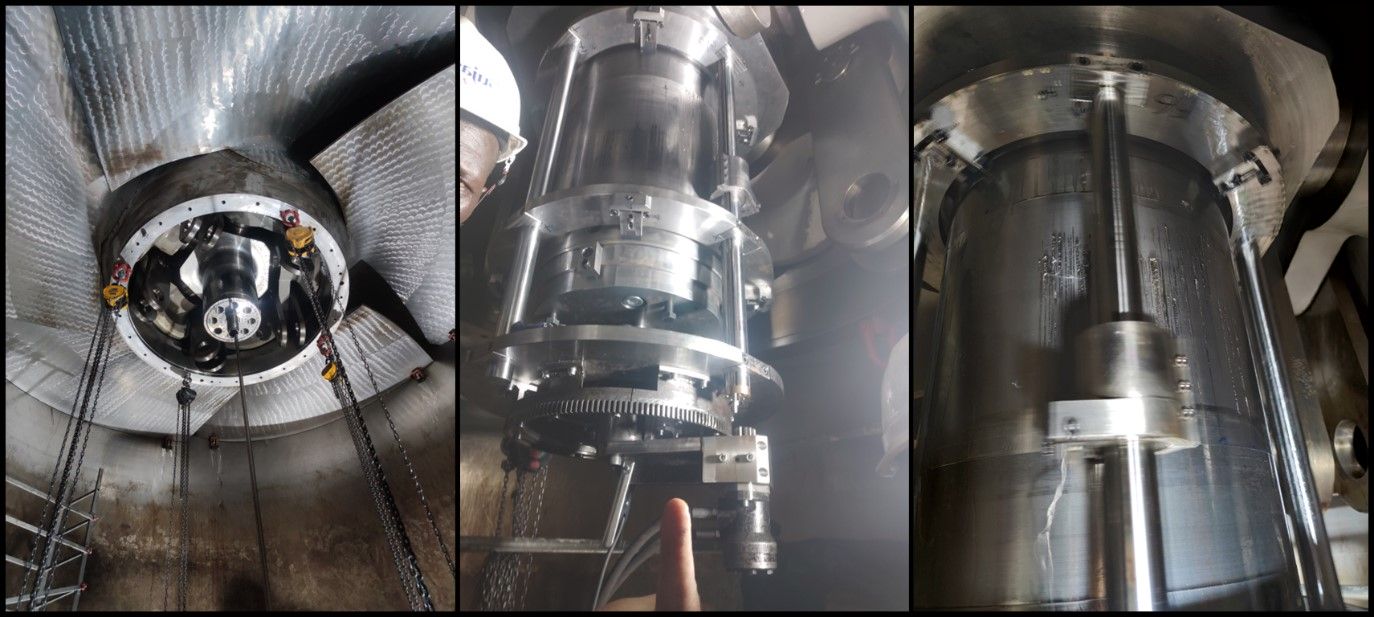
A oto efekt końcowy:

Miejsce obróbki korpusu serwomotoru – kanał wodny.

Obróbka korpusu serwomotoru. Ponieważ klient nie wyraził zgody a spawanie konstrukcji mocującej obrabiarkę, zamontowaliśmy ją przy użyciu specjalnych obejm.
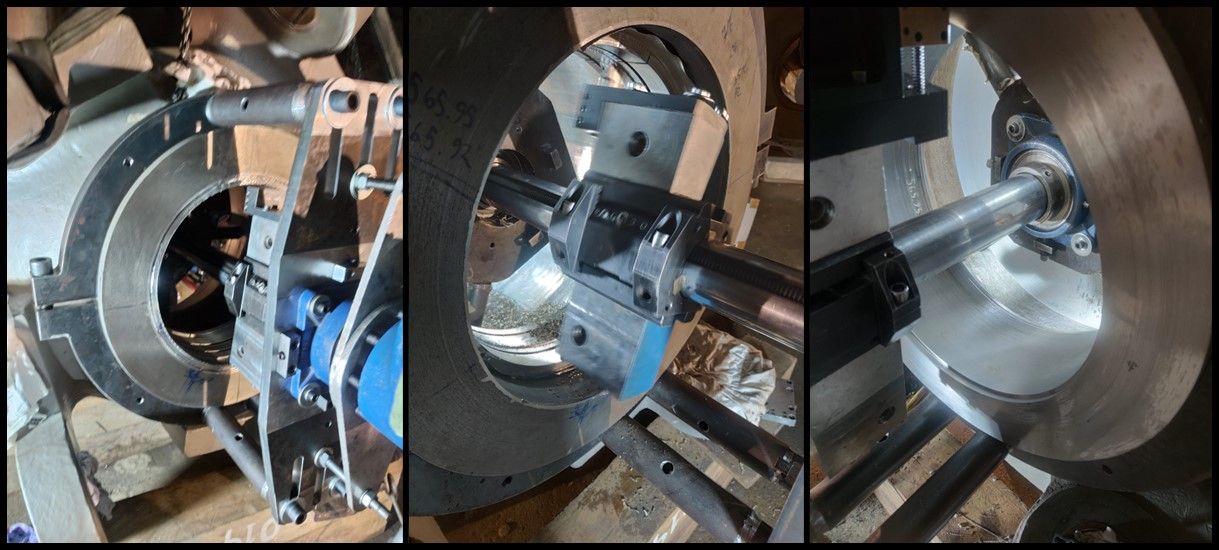
A oto efekt końcowy:
Elektrownia i okolice














