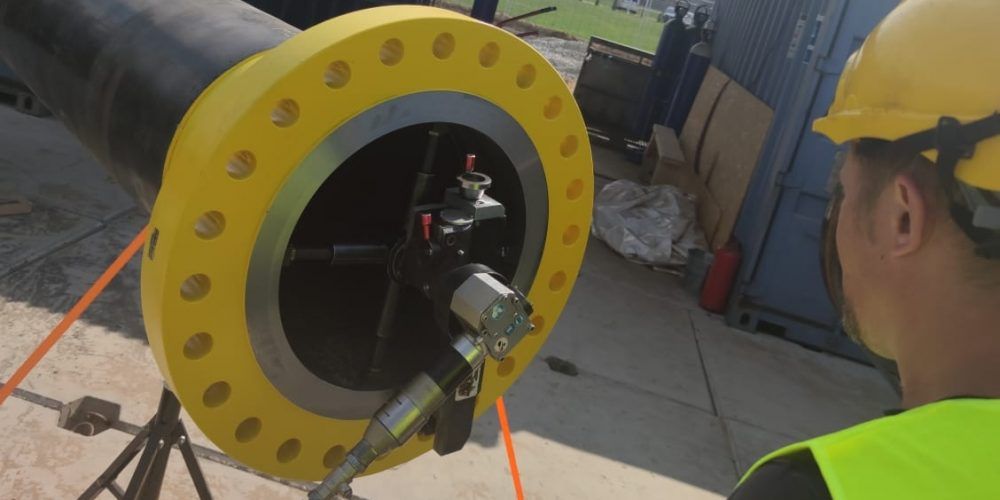

Obrotowy Podgrzewacz Powietrza jest ruchomym wymiennikiem ciepła, w którym wymiana ciepła odbywa się dzięki pojemności cieplnej powoli wirujących elementów – blach umieszczonych na wirniku. Elementy te przejmują ciepło ze spalin wylotowych z kotła (nagrzewają się) i przekazują je do zasysanego z otoczenia powietrza kierowanego dalej do palników kotła. Dzięki zastosowaniu OPP znacznie poprawia się sprawność instalacji odzyskując dużą część z ciepła z gazów wylotowych. OPP stosuje się praktycznie we wszystkich kotłach na paliwo stałe (węglowych). Nasz zakres obejmował prace obróbcze w czterech otworach: legalizacja/toczenie otworu na wymiar Ø615H7, planowanie powierzchni od ok. Ø120mm do Ø 615mm naddatek 50mm (bardzo duży naddatek!), produkcję i montaż tulei centrujących, wiercenie i gwintowanie otworów w korpusie podgrzewacza i pokrywach.