
News
Older articles available by clicking “News” at the top of the page.

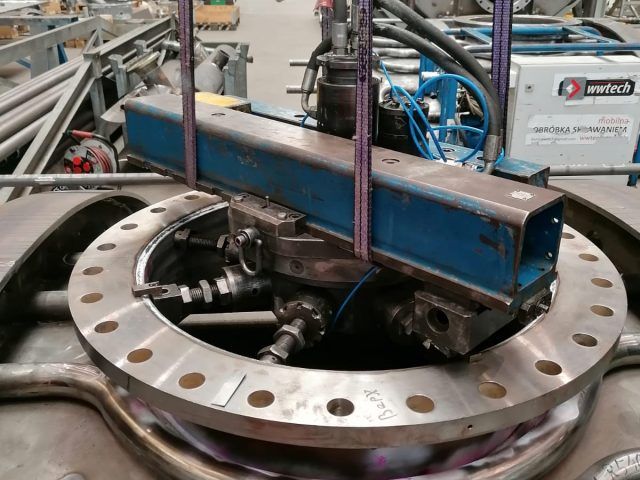
“In-situ” technology by WWTECH company is a reversal of the traditional way of operation, it means the performance of services at the site of daily machine use. It is done with the use of portable machine tools mounted directly on the part that requires repair without the need of disassembly.

WWTECH Services is a ambulance of machines and equipment. We operate in the failures and scheduled maintenance. Our technologies, which perform well in the key industrial sectors (energy, chemical, shipbuilding), can successfully be used also for you.

Thanks to accuarate measuring devices FARO (Laser Tracker, Measurement Arm) WWTECH makes it possible to become extremely accurate, fast and non-contact measurements, the results can be analyzed in the real time.
Older articles available by clicking “News” at the top of the page.

A Rotary Air Preheater is a rotary heat exchanger in which heat exchange takes place thanks to the heat capacity of slowly rotating elements – sheets placed on the rotor. These elements take over the heat from the flue gases from the boiler (they heat up) and transfer it to the air sucked in from the environment, next directed further to the boiler burners. Thanks to the use of OPP, the efficiency of the installation is significantly improved by recovering a large part of the heat from the flue gases. OPP is used in virtually all solid (coal) fuel boilers. Our scope included machining work in four holes: rounding/turning of the hole to size Ø615H7, facing from approx. Ø120 mm to Ø 615 mm with allowance 50 mm (very large allowance!), production and assembly of centering sleeves, drilling and threading holes in the heater body and covers.

A large scope of works related to the main overhaul of the device. Facing approx. Ø1000mm Lock turning approx. Ø1000mm Facing approx. Ø500mm Turning the diameter approx. Ø500mm Turning the diameter approx. Ø600mm Facing approx. Ø600mm Turning the conical surfaces of the body and cover approx. Ø1900 mm

The heavily damaged surface of the journal is salvageable! If the scratches are too deep and it is possible to make mating elements (e.g. bearing shells) on a slightly smaller shaft diameter, then turning is enough to remove scratches and grooves and obtain the right surface quality. If it is important to maintain the original diameter, the turning operation must be preceded by premachining (optional) and layer welding. Only then can the original geometry be restored. We implemented such technology, for example, in the Bujagali power plant, Bujagali HPS, Uganda | WWTECH – On site machining In both cases, the last step of treatment can be honing using the same machine tool.

This time the faces of flanges – pipes of the gas collector. A task very similar to the one recently carried out: Flanges’ faces machining | WWTECH – On site machining
The purpose of standard flange machining is to obtain the correct flange geometry: flatness of 0,05 mm, perpendicularity to the axis – not more than 0,02 mm, and, importantly, adequate surface roughness (< 3.2 μm) More: Machining of flanges | WWTECH – On site machining

In order to obtain the desired state of dynamics of the device, it is first of all necessary to take care of the quality of the foundation, i.e. the adherence of the device base (flaps) to the foundation plate. It is important to maintain the flatness of the foundations plates, but the second, often forgotten, and an extremely important parameter is the deviation of the position of the foundation plate plane in relation to the basic plane, i.e. the sea level plane (water level). In this case, the total deviation of the flatness and level shall not exceed 0,05 mm/m.

Fully functional equipment is fundamental to company’s success. Every machine has precision elements, bearings and number of other parts, that enable its efficient operation. Those main elements, which ensure correct machine operation require specific solutions in case of a breakdown. Leaks, cracks and grooves are issues that have to be eliminated to ensure proper operation.

WWTECH Company provides its clients with a complex way of problems resolving, offering them three-dimensional coordinate measurements and a full 3D documentation. Due to accurate measuring devices FARO (Laser Tracker, Measuring Arm) WWTECH makes it is possible to carry out uniquely accurate, fast and non-contact measurements, results of which can be analyzed in a real time.

In all undertaken activities WWTECH gives priority to the safety. Our staff’s and the society’s health, respect for the environment are the factors which determine a whole tam activities, a place and other aspects of our work, such as transportation or cooperation with a third party.













Our manager contact with you today.