
WWTECH team again was a contractor of works, where the time of reaction and quality of the execution were the key parameters of the Contractor choice.

WWTECH team again was a contractor of works, where the time of reaction and quality of the execution were the key parameters of the Contractor choice.
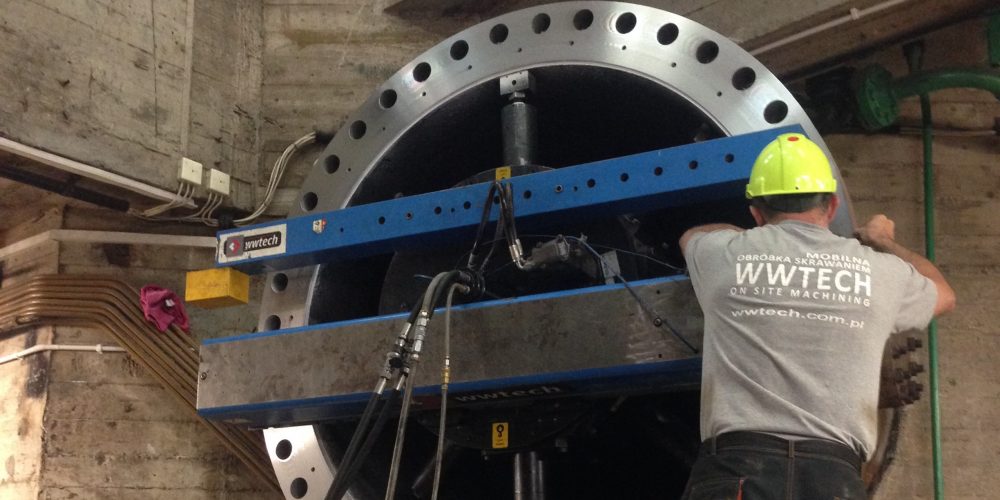
WWTECH Services team has made an legalization of cut-valve’s surfaces in pumped storage water power plant in Poland.

WWTECH SERVICES has performed all accurate machining on the buoy and turret structures of the Martin Linge project implemented by Energomontaż Północ Gdynia for National Oilwel Varco (APL). Machining works were based on the technology of WWTECH company, specially designed and adjusted portable machines. Our quality control department has taken care of the works accuracy which is equipped with modern measurement system. The elements to mine oil are buoy and turret . The total weight of the structure is more than 500 tons, the elements are 18 m high and 15 m in diameter. This is another very complicated machining project which was realized for the EPG based on the […]

WWTECH SERVICES has completed another repairing project of the foundation in the large-size slewing rings. This time, the task was carried out with the use of the port crane Kone Crist Shipyard Inc. As a result of work, there was obtained the required flatness tolerances of the foundation necessary for the proper operation of the machine. The port cranes are the integral part of the Polish coast landscape. They have become a part of the aesthetics in this part of our country, as well as the history and identity of entire generations of Poles. To ensure an effective work for these devices and enable them the smallest failure in the […]

WWTECH SERVICES has carried out a number of tasks in the field of accuarate machining with the use of portable equipment and modern measuring systems. Tasks have been performed at the Croatian shipbuilder Uljanik which was built in 1856 in Pula. Its biggest attraction is the show called Giants of Light, which was presented for the first time during the festival Visualia, showing the moving light crances to rhythm of the music.