
Honing
Honing process is a removal of small allowances up to 0,1mm, so we can rectify a hole shape errors and ensure very high quality surface structure. This method is often referred to as cross grinding and is perfect in situations where small removal allowances are required and tolerances are very tight.
The use of fully portable machines in carrying honing out enables us to work under any conditions regardless of machining place’s accessibility or the sizes of the parts that are under honing process.
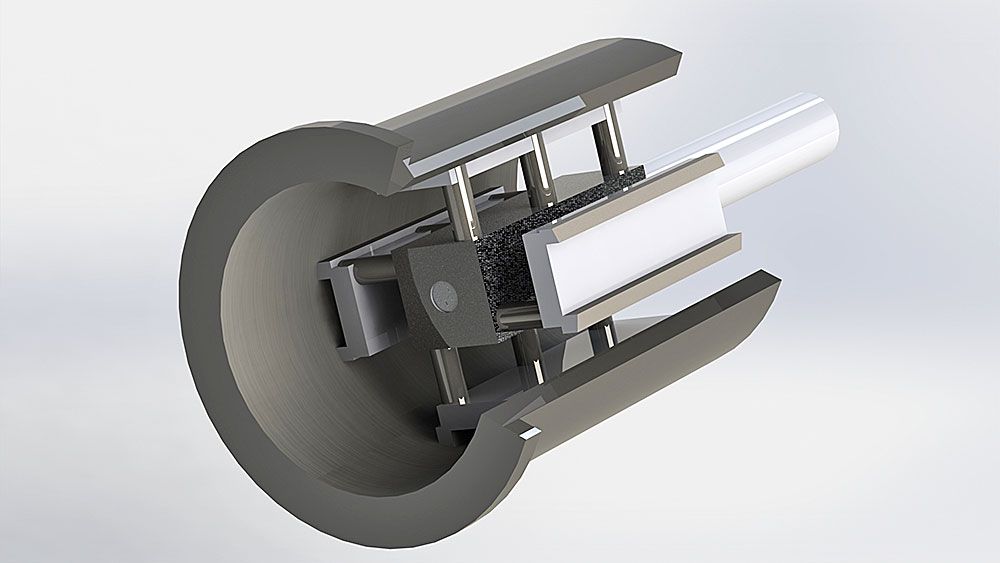
This kind of surface shaping is usually the last step which allows to reach the gentlest surface structure that has proper roughness parameters.Honing most frequently concerns holes and cylinders when the structure forming need to be held accordingly to the fixed parameters. Cylinders are the elements of the machines in metallurgic and casting industries and also of all kinds of hydraulic presses and injection moulding machines. Even large diameters of the elements that need intervention are not the obstacle for the technology that was developed by the team of our technologists and engineers. This technology helps to reach the proper features of surface structure when we find turning not sufficient. On this stage the geometry change is not made but only the most outer surface structure is polished. Because of the fact that our company has an entirely portable, fully equipped machinery park, the comprehensiveness of the projects that are carried out by us is inscribed in our working profile.

