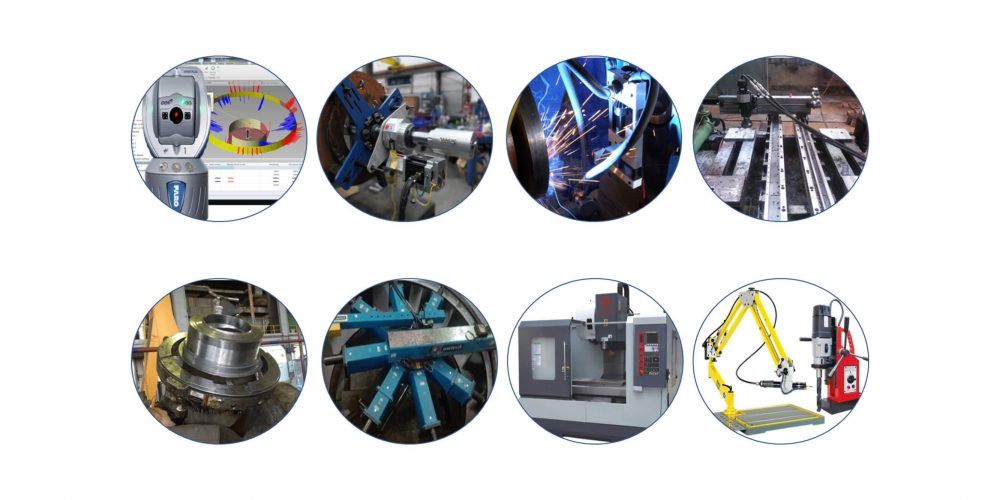

Dobrze wykonane pomiary – szybko, dokładnie, powtarzalnie – są koniecznym warunkiem końcowego sukcesu. Niezbędne do tego są dwie rzeczy: odpowiedni sprzęt pomiarowy; wyszkolony i doświadczony personel Sprzęt pomiarowy musi spełniać szereg wymogów związanych z charakterem pracy: najczęściej pomiar zdalny, odporność na wilgotność, zapylenie i zmiany temperatury. Te wymagania spełnia Laser Tracker ™, którym posługujemy się w naszej pracy. Pomiary można usystematyzować następująco: Na potrzeby obróbki mobilnej: Przed obróbką: wymiary początkowe i analiza wymiarowa – określenie naddatków, wyznaczenie osi i punktów teoretycznych, trasowanie na obiekcie; W trakcie obróbki: kontrola wymiarowa, niezbędne korekty, prognozowanie postępu prac; Po obróbce: wymiary końcowe, raportowanie; Asysta metrologiczna: Usługa polega na wykonywaniu pomiarów na rzecz prac demontażowych i montażowych, w tym obróbki mobilnej; Asysta może obejmować cały okres działań na obiekcie; Efektem są doraźne raporty […]